
Margarino gamybos technologija
SANTRAUKA
Šiandien maisto įmonės, kaip ir kitos gamybos įmonės, daugiausia dėmesio skiria ne tik maisto perdirbimo įrangos patikimumui ir kokybei, bet ir įvairioms paslaugoms, kurias gali teikti perdirbimo įrangos tiekėjas. Be efektyvių perdirbimo linijų, kurias tiekiame, galime būti partneriai nuo pradinės idėjos ar projekto etapo iki galutinio paleidimo etapo, jau nekalbant apie svarbias paslaugas po pardavimo.
„Shiputec“ turi daugiau nei 20 metų patirtį maisto perdirbimo ir pakavimo pramonėje.
ĮVADAS Į MŪSŲ TECHNOLOGIJĄ
VIZIJA IR ĮSIPAREIGOJIMAS
„Shiputec“ segmentas per savo pasaulinę veiklą projektuoja, gamina ir parduoda procesų inžinerijos ir automatizavimo sprendimus pieno, maisto, gėrimų, jūrų, farmacijos ir asmens priežiūros pramonei.
Esame įsipareigoję padėti savo klientams visame pasaulyje pagerinti jų gamybos įrenginių ir procesų našumą bei pelningumą. To pasiekiame siūlydami platų produktų ir sprendimų asortimentą – nuo inžinerinių komponentų iki visiškai sukomplektuotų procesų įrenginių projektavimo, pasitelkdami pasaulyje pirmaujančias programas ir kūrimo patirtį.
Mes ir toliau padedame savo klientams optimizuoti jų gamyklos našumą ir pelningumą per visą jos eksploatavimo laiką, teikdami pagal jų individualius poreikius pritaikytas palaikymo paslaugas per koordinuotą klientų aptarnavimo ir atsarginių dalių tinklą.
DĖMESYS KLIENTUI
„Shiputec“ kuria, gamina ir montuoja modernias, didelio efektyvumo ir patikimas maisto pramonės perdirbimo linijas. Kristalizuotų riebalų produktų, tokių kaip margarinas, sviestas, tepami riebalai ir riebalai, gamybai „Shiputec“ siūlo sprendimus, kurie taip pat apima emulsintų maisto produktų, tokių kaip majonezas, padažai ir užpilai, perdirbimo linijas.
MARGARINO GAMYBA
Margarinas ir susiję produktai turi vandens fazę ir riebalų fazę, todėl juos galima apibūdinti kaip vandens aliejuje (W/O) emulsijas, kuriose vandens fazė yra smulkiai disperguota lašelių pavidalu ištisinėje riebalų fazėje. Riebalų fazės sudėtis ir gamybos procesas parenkami atsižvelgiant į produkto panaudojimą.
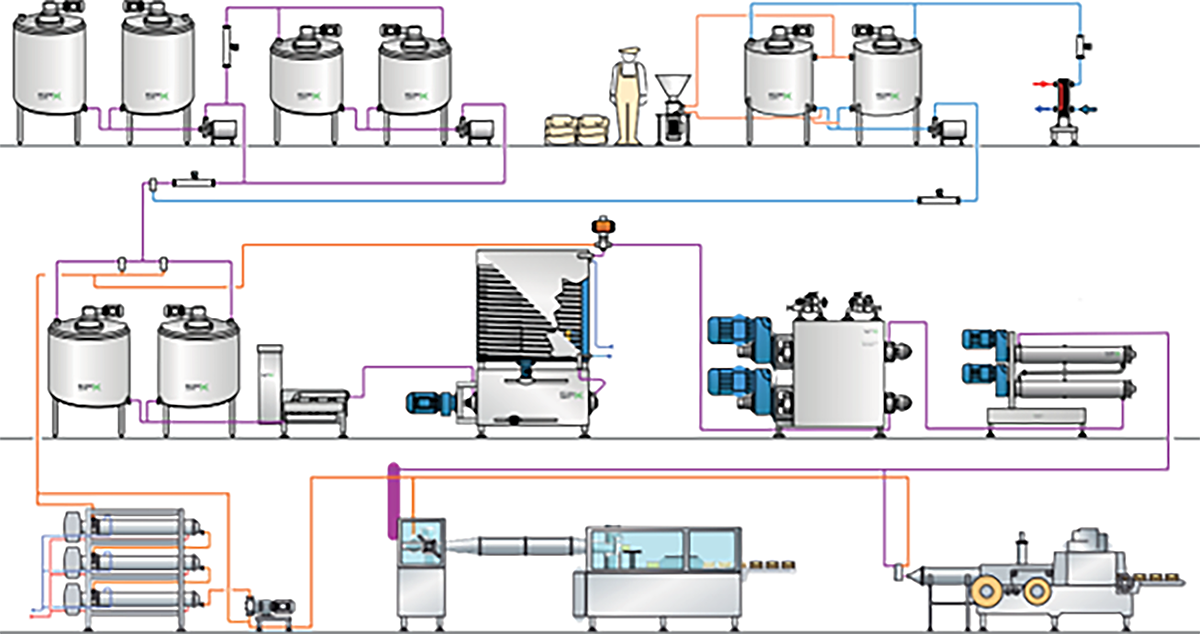
Be kristalizacijos įrangos, modernioje margarino ir susijusių produktų gamybos įmonėje paprastai yra įvairios talpyklos aliejui laikyti, taip pat emulsikliui, vandens fazei ir emulsijų ruošimui; talpyklų dydis ir skaičius apskaičiuojami pagal gamyklos pajėgumą ir produktų portfelį. Įrenginyje taip pat yra pasterizacijos įrenginys ir perlydymo įrenginys. Taigi, gamybos procesą paprastai galima suskirstyti į šiuos subprocesus (žr. 1 diagramą):

VANDENS IR RIEBALŲ FAZIŲ PARUOŠIMAS (1 ZONA)
Vandens fazė dažnai ruošiama partijomis vandens fazės rezervuare. Vanduo turi būti geros geriamosios kokybės. Jei geriamosios kokybės vanduo negali būti garantuojamas, vandenį galima iš anksto apdoroti, pvz., UV spinduliuote arba filtrų sistema.
Be vandens, vandens fazę gali sudaryti druska arba sūrymas, pieno baltymai (stalo margarinas ir neriebūs tepami produktai), cukrus (sluoksniuotos tešlos gaminiai), stabilizatoriai (sumažinto ir neriebūs tepami produktai), konservantai ir vandenyje tirpūs kvapikliai.
Pagrindiniai riebalų fazės ingredientai, riebalų mišinys, paprastai susideda iš skirtingų riebalų ir aliejų mišinio. Norint gauti margariną su norimomis savybėmis ir funkcionalumu, riebalų ir aliejų santykis riebalų mišinyje yra lemiamas veiksnys galutinio produkto savybėms.
Įvairūs riebalai ir aliejai, tiek kaip riebalų mišiniai, tiek kaip atskiri aliejai, laikomi alyvos laikymo talpyklose, paprastai įrengtose už gamybos patalpų ribų. Jos laikomos stabilioje laikymo temperatūroje, aukštesnėje nei riebalų lydymosi temperatūra, ir maišomos, kad riebalai nesifrakcionuotų ir būtų lengva juos tvarkyti.
Be riebalų mišinio, riebalų fazę paprastai sudaro nedideli riebaluose tirpūs ingredientai, tokie kaip emulsiklis, lecitinas, kvapiosios medžiagos, dažiklis ir antioksidantai. Šie mažesni ingredientai ištirpinami riebalų mišinyje prieš pridedant vandens fazę, t. y. prieš emulsinimo procesą.
EMULSIJOS PARUOŠIMAS (2 ZONA)

Emulsija ruošiama perpilant įvairius aliejus ir riebalus arba riebalų mišinius į emulsijos baką. Paprastai pirmiausia įdedami aukštos lydymosi temperatūros riebalai arba riebalų mišiniai, po to – žemesnės lydymosi temperatūros riebalai ir skystas aliejus. Riebalų fazei paruošti į riebalų mišinį įdedamas emulsiklis ir kiti aliejuje tirpūs ingredientai. Kai visi riebalų fazės ingredientai tinkamai sumaišomi, įpilama vandens fazė ir intensyviai, bet kontroliuojamai maišant sukuriama emulsija.
Įvairiems emulsijos ingredientams dozuoti gali būti naudojamos skirtingos sistemos, iš kurių dvi veikia partijomis:
Srauto matuoklio sistema
Svėrimo bako sistema
Nuolatinė emulsinimo sistema linijoje yra mažiau pageidaujamas, bet naudojamas sprendimas, pvz., didelio našumo linijose, kur yra ribota vieta emulsijų bakams. Šioje sistemoje naudojami dozavimo siurbliai ir masės srauto matuokliai, skirti kontroliuoti į mažą emulsijos baką įdedamų fazių santykį.
Visos minėtos sistemos gali būti valdomos visiškai automatiškai. Tačiau kai kuriose senesnėse gamyklose vis dar yra rankiniu būdu valdomos emulsijų paruošimo sistemos, tačiau jos reikalauja daug darbo ir šiandien nerekomenduojama jų montuoti dėl griežtų atsekamumo taisyklių.
Srauto matuoklio sistema pagrįsta partijomis pagamintomis emulsijomis, kai įvairios fazės ir ingredientai matuojami masės srauto matuokliais, kai jie perkeliami iš įvairių fazių paruošimo bakų į emulsijos baką. Šios sistemos tikslumas yra +/-0,3 %. Šiai sistemai būdingas nejautrumas išoriniams veiksniams, pvz., vibracijai ir nešvarumams.
Svėrimo bako sistema yra panaši į srauto matuoklio sistemą, pagrįstą partijomis pagamintomis emulsijomis. Čia ingredientų ir fazių kiekiai dedami tiesiai į emulsijos baką, kuris sumontuotas ant apkrovos elementų, kontroliuojančių į baką įpilamą kiekį.
Paprastai emulsijai paruošti naudojama dviejų bakų sistema, kad kristalizacijos linija veiktų nepertraukiamai. Kiekvienas bakas veikia kaip paruošimo ir buferinis bakas (emulsijos bakas), todėl kristalizacijos linija bus maitinama iš vieno bako, o nauja partija bus ruošiama kitame ir atvirkščiai. Tai vadinama „flip-flop“ sistema.
Taip pat galimas sprendimas, kai emulsija paruošiama vienoje talpykloje, o paruošta perkeliama į buferinę talpyklą, iš kurios tiekiama į kristalizacijos liniją. Ši sistema vadinama išankstinio maišymo/buferine sistema.
PASTERIZAVIMAS (3 ZONA)

Iš buferinio rezervuaro emulsija paprastai nuolat pumpuojama per plokštelinį šilumokaitį (PHE) arba žemo slėgio grandininio paviršiaus šilumokaitį (SSHE), arba aukšto slėgio SSHE pasterizavimui prieš patenkant į kristalizacijos liniją.
Pilno riebumo produktams paprastai naudojamas PHE (plokštelinis šilumos generatorius). Mažesnio riebumo produktams, kai tikimasi, kad emulsija pasižymės santykinai dideliu klampumu, ir karščiui jautrioms emulsijoms (pvz., emulsijoms su dideliu baltymų kiekiu), rekomenduojama naudoti SPX sistemą kaip žemo slėgio tirpalą arba SPX-PLUS sistemą kaip aukšto slėgio tirpalą.
Pasterizacijos procesas turi keletą privalumų. Jis užtikrina bakterijų ir kitų mikroorganizmų augimo slopinimą, taip pagerindamas emulsijos mikrobiologinį stabilumą. Galima pasterizuoti tik vandens fazę, tačiau pageidautina pasterizuoti visą emulsiją, nes emulsijos pasterizacijos procesas sutrumpins produkto buvimo laiką nuo pasterizavimo iki galutinio produkto užpildymo ar pakavimo. Be to, produktas yra apdorojamas integruotame procese nuo pasterizavimo iki galutinio produkto užpildymo ar pakavimo, o bet kokios perdirbtos medžiagos pasterizavimas užtikrinamas, kai pasterizuojama visa emulsija.
Be to, visos emulsijos pasterizavimas užtikrina, kad emulsija į kristalizacijos liniją būtų tiekiama pastovioje temperatūroje, taip išlaikant pastovius apdorojimo parametrus, produkto temperatūrą ir produkto tekstūrą. Be to, tinkamai pasterizuojant ir į aukšto slėgio siurblį tiekiant 5–10 °C aukštesnėje temperatūroje nei riebalų fazės lydymosi temperatūra, išvengiama iš anksto kristalizuotos emulsijos, tiekiamos į kristalizacijos įrangą, atsiradimo.
Įprastas pasterizacijos procesas, paruošus emulsiją 45–55 °C temperatūroje, apima emulsijos kaitinimą ir laikymą 75–85 °C temperatūroje 16 sekundžių, o vėliau atvėsinimą iki 45–55 °C temperatūros. Galutinė temperatūra priklauso nuo riebalų fazės lydymosi temperatūros: kuo aukštesnė lydymosi temperatūra, tuo aukštesnė temperatūra.
ATŠALDYMAS, KRISTALIZAVIMAS IR MINKYMAS (4 ZONA)
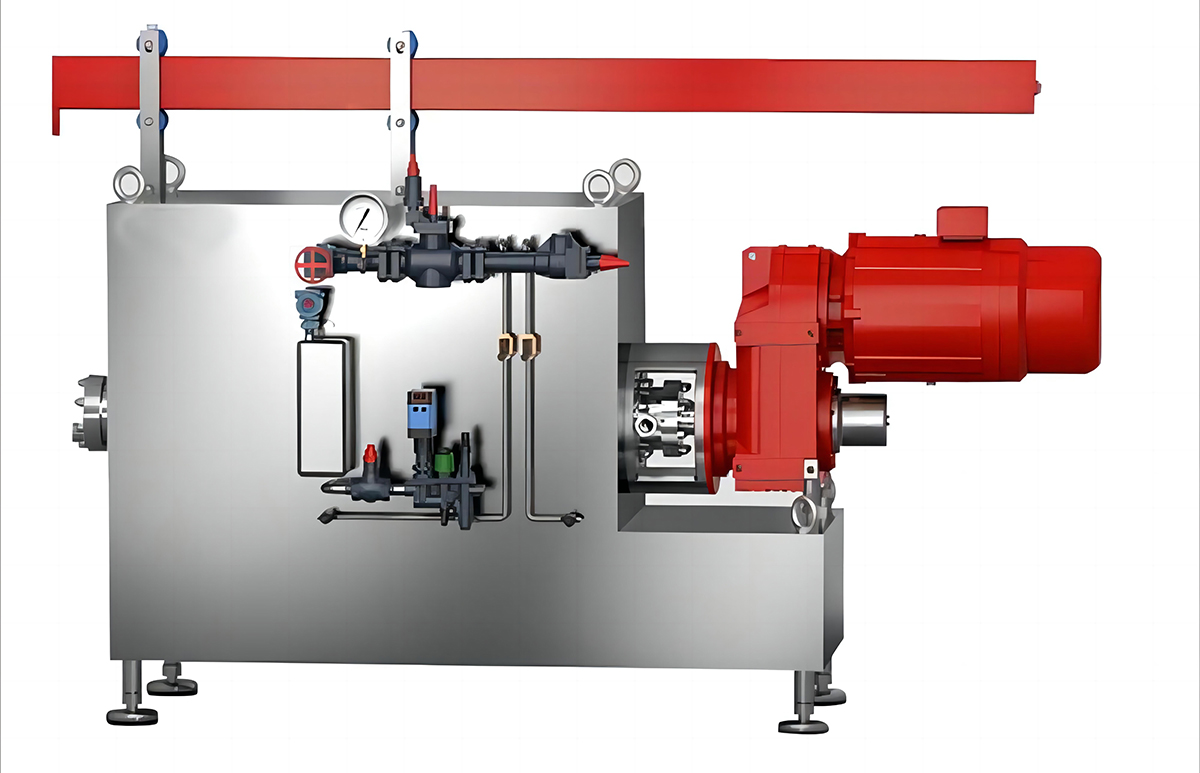
Emulsija į kristalizacijos liniją pumpuojama aukšto slėgio stūmokliniu siurbliu (HPP). Margarino ir susijusių produktų gamybos kristalizacijos liniją paprastai sudaro aukšto slėgio stūmoklinis siurblis (SSHE), aušinamas amoniako arba freono tipo aušinimo terpe. Siekiant padidinti minkymo intensyvumą ir laiką gaminant plastikinius gaminius, į liniją dažnai įtraukiama(-os) kaištinio rotoriaus mašina(-os) ir (arba) tarpiniai kristalizatoriai. Poilsio vamzdis yra paskutinis kristalizacijos linijos etapas ir įtraukiamas tik tuo atveju, jei produktas yra supakuotas.
Kristalizacijos linijos širdis yra aukšto slėgio SSHE, kuriame šilta emulsija yra perkaitinama ir kristalizuojama ant vidinio šaldymo vamzdžio paviršiaus. Emulsija efektyviai nugramdoma besisukančių grandiklių, todėl emulsija vienu metu atšaldoma ir minkoma. Kai emulsijoje esantys riebalai kristalizuojasi, riebalų kristalai sudaro trimatį tinklą, kuriame sulaikomi vandens lašeliai ir skystas aliejus, todėl gaunami produktai, pasižymintys plastinėmis pusiau kietomis savybėmis.
Priklausomai nuo gaminamo produkto tipo ir konkrečiam produktui naudojamų riebalų rūšies, kristalizacijos linijos konfigūraciją (t. y. šaldymo vamzdžių ir kaištinių rotorių mašinų tvarką) galima reguliuoti, kad būtų užtikrinta optimali konkretaus produkto konfigūracija.
Kadangi kristalizacijos linija paprastai gamina daugiau nei vieną konkretų riebalų produktą, SSHE dažnai susideda iš dviejų ar daugiau aušinimo sekcijų arba šaldymo vamzdžių, kad būtų patenkinti lanksčios kristalizacijos linijos reikalavimai. Gaminant skirtingus kristalizuotus riebalų produktus iš įvairių riebalų mišinių, reikalingas lankstumas, nes mišinių kristalizacijos charakteristikos gali skirtis priklausomai nuo mišinio.
Kristalizacijos procesas, apdorojimo sąlygos ir apdorojimo parametrai daro didelę įtaką galutinių margarino ir tepamų produktų savybėms. Projektuojant kristalizacijos liniją, svarbu nustatyti produktų, kuriuos planuojama gaminti linijoje, savybes. Siekiant užsitikrinti investicijas ateičiai, būtinas linijos lankstumas ir individualiai valdomi apdorojimo parametrai, nes dominančių produktų asortimentas, taip pat ir žaliavos, laikui bėgant gali keistis.
Linijos našumas priklauso nuo SSHE aušinimo paviršiaus ploto. Galimi įvairių dydžių įrenginiai – nuo mažo iki didelio našumo linijų. Taip pat siūlomi įvairūs lankstumo laipsniai – nuo vieno vamzdžio įrangos iki kelių vamzdžių linijų, todėl apdorojimo linijos yra labai lanksčios.
Atšaldžius produktą karšto vandens atšildymo (SSHE) mašinoje, jis patenka į rotorinį kaištinį aparatą ir (arba) tarpinius kristalizatorius, kuriuose jis tam tikrą laiką ir tam tikru intensyvumu minkomas, siekiant padėti formuotis trimačiam tinklui, kuris makroskopiniu lygmeniu yra plastinė struktūra. Jei produktas skirtas platinti kaip suvyniotas produktas, jis vėl pateks į SSHE, kol nusėda poilsio vamzdelyje prieš suvyniojant. Jei produktas supilstomas į puodelius, poilsio vamzdelis kristalizacijos linijoje neįtrauktas.

PAKAVIMAS, PILDYMAS IR PERLYDYMAS (5 ZONA)

Rinkoje yra įvairių pakavimo ir pripildymo mašinų, kurios šiame straipsnyje nebus aprašytos. Tačiau produkto konsistencija labai skiriasi, nesvarbu, ar jis gaminamas pakavimui, ar pripildymui. Akivaizdu, kad supakuotas produktas turi būti tvirtesnės tekstūros nei pripildytas produktas, o jei ši tekstūra nėra optimali, produktas bus nukreiptas į perlydymo sistemą, išlydytas ir supiltas į buferinę talpyklą pakartotiniam apdorojimui. Yra įvairių perlydymo sistemų, tačiau dažniausiai naudojamos yra PHE arba žemo slėgio SSHE.
AUTOMATIZAVIMAS
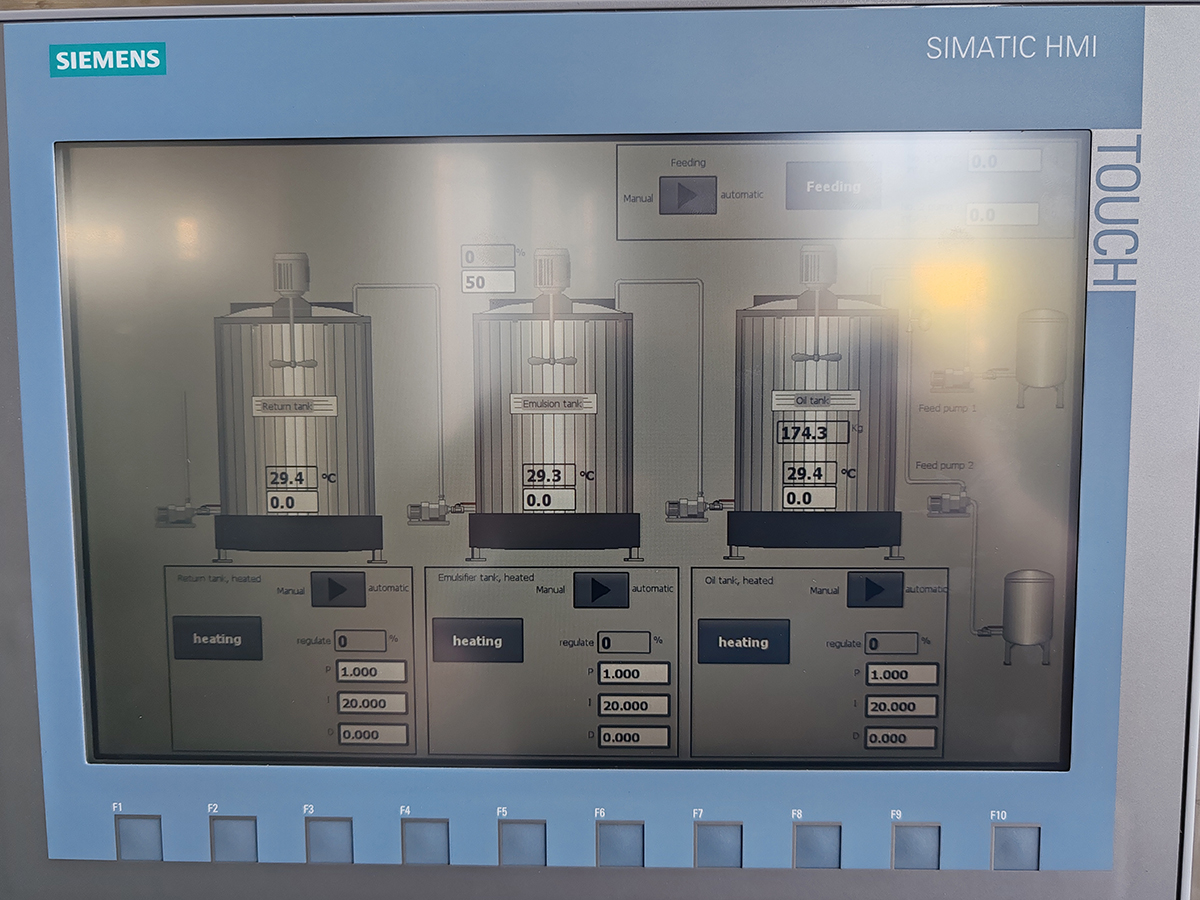
Margarinas, kaip ir kiti maisto produktai, šiandien daugelyje gamyklų gaminamas laikantis griežtų atsekamumo procedūrų. Šios procedūros, paprastai apimančios ingredientus, gamybą ir galutinį produktą, ne tik užtikrina geresnę maisto saugą, bet ir pastovią maisto kokybę. Atsekamumo reikalavimus galima įdiegti gamyklos valdymo sistemoje, o „Shiputec“ valdymo sistema skirta kontroliuoti, registruoti ir dokumentuoti svarbias sąlygas ir parametrus, susijusius su visu gamybos procesu.
Valdymo sistema turi slaptažodžio apsaugą ir istorinių duomenų registravimą, apimantį visus margarino perdirbimo linijos parametrus – nuo recepto informacijos iki galutinio produkto įvertinimo. Duomenų registravimas apima aukšto slėgio siurblio našumą ir našumą (l/val. ir priešslėgį), produkto temperatūrą (įskaitant pasterizacijos procesą) kristalizacijos metu, karšto vandens šildytuvo (SSHE) aušinimo temperatūrą (arba aušinimo terpės slėgį), karšto vandens šildytuvo ir kaištinių rotorinių mašinų greitį, taip pat aukšto slėgio siurblį, karšto vandens šildytuvą ir kaištinių rotorinių mašinų variklių apkrovą.
Valdymo sistema

Apdorojimo metu operatoriui bus siunčiami pavojaus signalai, jei konkretaus produkto apdorojimo parametrai viršys ribas; jie nustatomi receptų redaktoriuje prieš gamybą. Šiuos pavojaus signalus reikia patvirtinti rankiniu būdu ir imtis veiksmų pagal procedūras. Visi pavojaus signalai saugomi istorinėje pavojaus signalų sistemoje, kad juos būtų galima peržiūrėti vėliau. Kai produktas palieka gamybos liniją tinkamai supakuotas arba užpildytas, jis, be produkto pavadinimo, paprastai pažymimas data, laiku ir partijos identifikavimo numeriu, kad būtų galima vėliau jį sekti. Taigi, gamintojo ir galutinio vartotojo, vartotojo, saugumui saugoma visa visų gamybos procese dalyvaujančių gamybos etapų istorija.
CIP

CIP valymo įrenginiai (CIP = valymas vietoje) taip pat yra šiuolaikinės margarino gamyklos dalis, nes margarino gamybos įrenginius reikia reguliariai valyti. Tradiciniams margarino produktams įprastas valymo intervalas yra kartą per savaitę. Tačiau jautriems produktams, pavyzdžiui, mažai riebalų (daug vandens) ir (arba) daug baltymų turintiems produktams, rekomenduojami trumpesni intervalai tarp CIP valymo.
Iš esmės naudojamos dvi CIP sistemos: CIP įrenginiai, kuriuose valymo priemonė naudojama tik vieną kartą, arba rekomenduojami CIP įrenginiai, kurie veikia naudodami valymo priemonės buferinį tirpalą, kai tokios priemonės kaip šarmas, rūgštis ir (arba) dezinfekavimo priemonės po naudojimo grąžinamos į atskiras CIP talpyklas. Pastarasis procesas yra pageidaujamas, nes jis yra ekologiškas ir ekonomiškas sprendimas valymo priemonių sunaudojimo, taigi ir jų kainos, atžvilgiu.
Jei vienoje gamykloje įrengiamos kelios gamybos linijos, galima įrengti lygiagrečius valymo takus arba CIP palydovines sistemas. Tai žymiai sumažina valymo laiką ir energijos suvartojimą. CIP proceso parametrai yra automatiškai kontroliuojami ir registruojami, kad vėliau būtų galima juos atsekti valdymo sistemoje.
BAIGIAMOSIOS PASTABOS
Gaminant margariną ir susijusius produktus, svarbu nepamiršti, kad galutinio produkto kokybę lemia ne tik ingredientai, tokie kaip naudojami aliejai ir riebalai ar produkto receptas, bet ir gamyklos konfigūracija, perdirbimo parametrai bei gamyklos būklė. Jei linija ar įranga nėra tinkamai prižiūrimi, kyla rizika, kad linija neveiks efektyviai. Todėl norint pagaminti aukštos kokybės produktus, būtina gerai veikianti gamykla, tačiau svarbu pasirinkti riebalų mišinį, kurio savybės atitiktų galutinį produkto panaudojimą, taip pat teisinga gamyklos konfigūracija ir perdirbimo parametrų pasirinkimas. Galiausiai, galutinis produktas turi būti termiškai apdorotas pagal galutinį panaudojimą..
Įrašo laikas: 2023 m. gruodžio 19 d.